Version published:
June 17, 2026 - 10:51pm
May 4, 2026 - 2:05am
May 4, 2026 - 1:01am
May 3, 2026 - 8:07pm
May 3, 2026 - 3:07am
April 30, 2026 - 10:22pm
April 29, 2026 - 8:09pm
April 29, 2026 - 8:03pm
April 29, 2026 - 4:35pm
April 29, 2026 - 4:31pm
April 22, 2026 - 6:29pm
April 22, 2026 - 6:26pm
April 22, 2026 - 5:41pm
April 22, 2026 - 5:37pm
April 22, 2026 - 2:47pm
December 9, 2025 - 7:58pm
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their key attributes.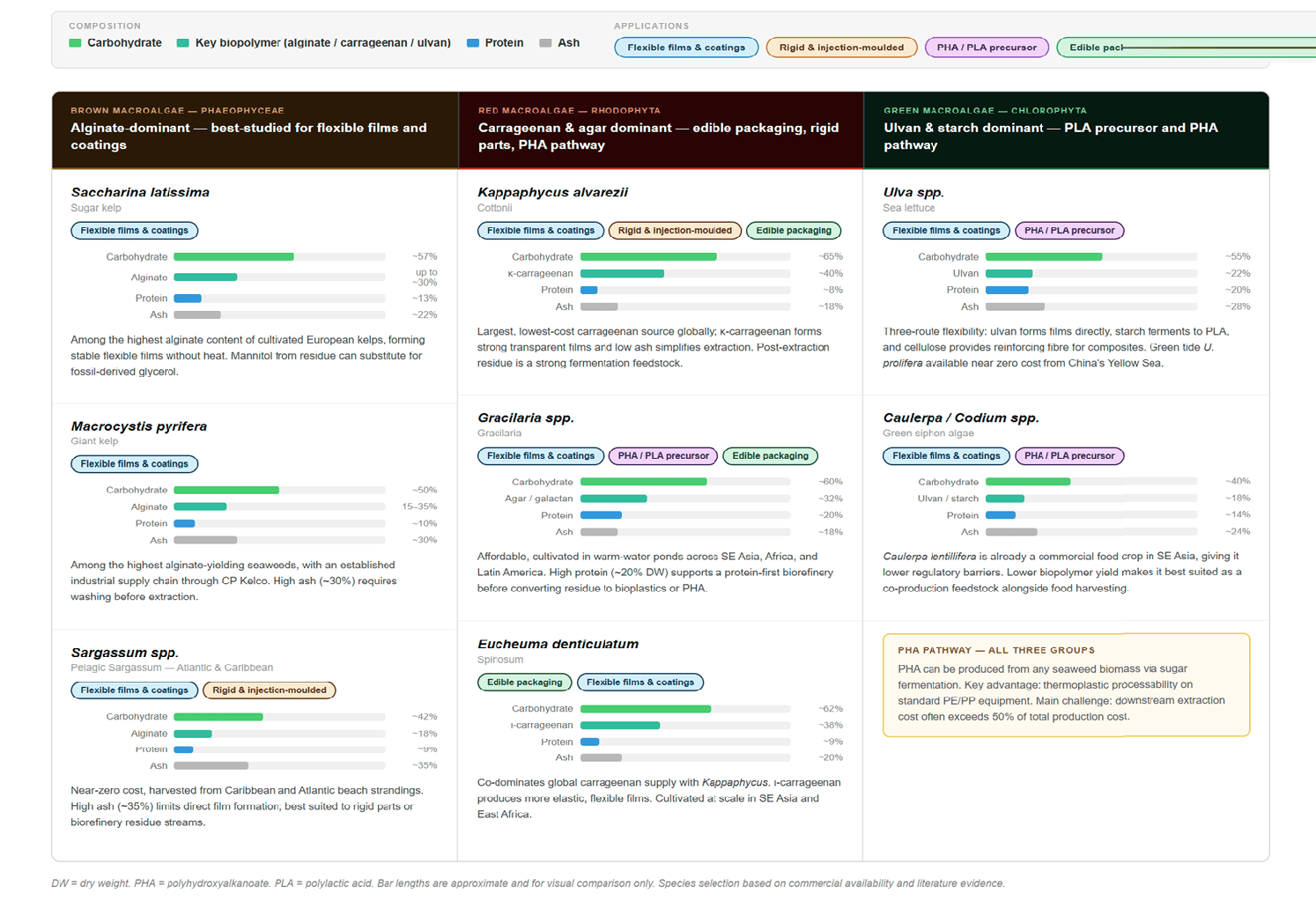
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the chapter on Cultivation,
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several geographies to maximize the yield of polysaccharides for the manufacture of hydrocolloids.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the chapter on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale. There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
Traditional polysaccharide extraction processes remain the cornerstone of the industry. However, newer methods are being explored to reduce reliance on chemicals that require careful handling (for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and that can reduce the perceived and actual sustainability of the process.
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
Attribute |
Detail |
| Ultrasound-Assisted Extraction (UAE)
TRL 4–5 (seaweed); TRL 6–7 (food/pharma) |
How it works |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
| Advantages |
Faster extraction (minutes vs. hours); ~30% lower solvent use; preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
| Disadvantages |
Scale-up non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
| R&D Priority |
Develop continuous-flow UAE reactor designs for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE)
TRL 4–5 (seaweed); TRL 7–8 (herbal/nutraceutical) |
How it works |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
| Advantages |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; compatible with aqueous solvents to avoid organic chemicals. |
| Disadvantages |
Requires precise moisture control; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
| R&D Priority |
Compare MW extraction of alginates against standard method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE)
TRL 3–4 (seaweed bioplastics); TRL 5–6 (food/biofuel) |
How it works |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides under mild aqueous conditions. |
| Advantages |
Highly selective; mild conditions (37–50°C, pH 5–7); low energy; fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
| Disadvantages |
Enzyme costs prohibitive at industrial scale (est. $50–200/kg); long reaction times (24–72 h); cocktail must be tailored per species and seasonal composition. |
| R&D Priority |
Develop low-cost seaweed-specific enzyme formulations; assess enzyme recycling; map seasonal cell wall composition to calibrate cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations.
| Additive / Process |
Attribute |
Detail |
| Plasticizer (e.g. glycerol, sorbitol) |
Intended impact |
Increases flexibility; reduces brittleness and increases elongation. |
| Trade-offs |
Reduces tensile strength; increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation; glycerol increases life cycle emissions. |
| Application |
Needed for flexible films (sachets, wraps) to prevent cracking during handling. |
| Innovation / R&D |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance. |
| Reinforcing fillers (e.g. cellulose, CNF) |
Intended impact |
Improves tensile strength, thermal stability, and moisture resistance. |
| Trade-offs |
Can reduce optical clarity if dispersion is poor, causing agglomeration. |
| Application |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
| Innovation / R&D |
Nanocomposites (nanoclays, nanocellulose, silver particles) to improve physical properties. Solvent-assisted dispersion to achieve even particle distribution. |
| Polymer blends (e.g. starch, PLA) |
Intended impact |
Can tune degradation rates and mechanical strength; starch blends can lower costs. |
| Trade-offs |
Risk of components not mixing well and separating, leading to inconsistent properties. |
| Application |
Useful when balancing cost or when specific degradation rates are required. |
| Innovation / R&D |
Optimization of polymer blend ratios and processing conditions to minimize phase separation. |
| Stabilizers (e.g. CaCl₂, UV stabilizers) |
Intended impact |
Improves water resistance, increases thermal stability, and extends shelf life. |
| Trade-offs |
Crosslinking may reduce biodegradability and film flexibility. |
| Application |
Needed for water-resistant applications such as food packaging. |
| Innovation / R&D |
Using degradable cross-linkers to achieve desired properties without impacting biodegradability. |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
Production methods are strongly linked to the formulation development process above and exert a strong influence on the physical and mechanical properties of the final material. The table compares the four main production methods.
| Production method |
Dimension |
Detail |
| Solution Casting |
Feedstock input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water with plasticizer and additives. No pelletization required. |
| Final product |
Thin films and coatings (20–200 µm). Flat sheets only — no 3D shapes. |
| Advantages |
Low temperature preserves bioactive compounds; avoids thermal degradation. Simple, accessible equipment. Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
| Disadvantages |
Inherently slow batch process; cannot produce continuous rolls. Risk of film shrinkage, curling, or uneven thickness during drying. |
| Current status |
Mature at lab scale. Active R&D: improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films. |
| Key applications |
Edible films, food coatings. |
| Extrusion (Blown/Cast Film) |
Feedstock input |
Compounded pellets or pre-mixed dry blend with plasticizer and often a thermoplastic carrier polymer. Alternatively, ‘wet extrusion’ uses high-moisture seaweed biomass directly. |
| Final product |
Continuous films, sheets, bags, wraps, tubes, and fibers. Can produce rolls of flexible packaging at high speed. |
| Advantages |
High-speed continuous production. Drop-in potential: same machines as conventional plastics at somewhat lower temperatures. |
| Disadvantages |
High heat/shear can degrade seaweed biopolymers. Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
| Current status |
Early commercial/pilot scale. Active R&D: formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
| Key applications |
Continuous sheet/film for thermoforming. |
| Injection Moulding |
Feedstock input |
Compounded and pelletised resin: seaweed polysaccharide compounded with plasticizer and often a thermoplastic matrix (PLA), pelletised via twin-screw extruder. Cannot use raw biomass directly. |
| Final product |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
| Advantages |
High dimensional accuracy and fine detail for complex shapes. Fast cycle times for mass production of identical parts. |
| Disadvantages |
Energy intensive: high pressure and heat required. Requires pelletised, compounded resin — adds cost. |
| Current status |
Early research stage. Active R&D: pelletised seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS. |
| Key applications |
Rigid items: cutlery, cups, containers. |
| Compression Moulding |
Feedstock input |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer as a powder/paste. Does not require pelletised feedstock. |
| Final product |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Less complex tooling and lower capital cost than injection moulding. Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Requires precise temperature/pressure control to prevent defects. Less suited for complex shapes or fine details. |
| Current status |
Moderate research activity. Active R&D: optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key applications |
Packaging trays, plates, panels, containers, consumer goods. |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates:
| Method |
Attribute |
Detail |
| Dilute Acid Hydrolysis |
How it works |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
| Advantages |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
| Disadvantages |
Generates fermentation inhibitors (e.g. furfurals) toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
| Typical conditions |
0.05–5% acid by volume (e.g. HCl); 120–220°C; 15–60 min (Greetham et al., 2020) |
| Enzymatic Hydrolysis |
How it works |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) selectively break down polysaccharides under mild conditions. |
| Advantages |
Highly selective; mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
| Disadvantages |
Enzymes are expensive; reaction times significantly longer (often 24–48 hours). |
| Typical conditions |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid + Enzymatic |
How it works |
A sequential two-step process: mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
| Advantages |
Achieves significantly higher sugar yields than either method alone. Example: acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, increasing to ~20 g/L after enzymatic step. |
| Disadvantages |
More complex two-stage process; adds cost from both chemicals and enzymes. |
|
Typical conditions |
Acid step: 1% H₂SO₄, 120°C, 15–18 min. Enzyme step: cocktail at 37–50°C, 24–48 h. (Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced from seaweed-derived sugars (Sasaki et al., 2022).
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (Pagliano et al., 2021). Uluu claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their key attributes.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the
chapter on Cultivation,
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several geographies to maximize the yield of polysaccharides for the manufacture of hydrocolloids.
For more detailed information, please see the
chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the
chapter on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale. There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
Traditional polysaccharide extraction processes remain the cornerstone of the industry. However, newer methods are being explored to reduce reliance on chemicals that require careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and that can reduce the perceived and actual sustainability of the process.
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
Attribute |
Detail |
| Ultrasound-Assisted Extraction (UAE)
TRL 4–5 (seaweed); TRL 6–7 (food/pharma) |
How it works |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
| Advantages |
Faster extraction (minutes vs. hours); ~30% lower solvent use; preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
| Disadvantages |
Scale-up non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
| R&D Priority |
Develop continuous-flow UAE reactor designs for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE)
TRL 4–5 (seaweed); TRL 7–8 (herbal/nutraceutical) |
How it works |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
| Advantages |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; compatible with aqueous solvents to avoid organic chemicals. |
| Disadvantages |
Requires precise moisture control; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
| R&D Priority |
Compare MW extraction of alginates against standard method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE)
TRL 3–4 (seaweed bioplastics); TRL 5–6 (food/biofuel) |
How it works |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides under mild aqueous conditions. |
| Advantages |
Highly selective; mild conditions (37–50°C, pH 5–7); low energy; fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
| Disadvantages |
Enzyme costs prohibitive at industrial scale (est. $50–200/kg); long reaction times (24–72 h); cocktail must be tailored per species and seasonal composition. |
| R&D Priority |
Develop low-cost seaweed-specific enzyme formulations; assess enzyme recycling; map seasonal cell wall composition to calibrate cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations.
| Additive / Process |
Attribute |
Detail |
| Plasticizer (e.g. glycerol, sorbitol) |
Intended impact |
Increases flexibility; reduces brittleness and increases elongation. |
| Trade-offs |
Reduces tensile strength; increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation; glycerol increases life cycle emissions. |
| Application |
Needed for flexible films (sachets, wraps) to prevent cracking during handling. |
| Innovation / R&D |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance. |
| Reinforcing fillers (e.g. cellulose, CNF) |
Intended impact |
Improves tensile strength, thermal stability, and moisture resistance. |
| Trade-offs |
Can reduce optical clarity if dispersion is poor, causing agglomeration. |
| Application |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
| Innovation / R&D |
Nanocomposites (nanoclays, nanocellulose, silver particles) to improve physical properties. Solvent-assisted dispersion to achieve even particle distribution. |
| Polymer blends (e.g. starch, PLA) |
Intended impact |
Can tune degradation rates and mechanical strength; starch blends can lower costs. |
| Trade-offs |
Risk of components not mixing well and separating, leading to inconsistent properties. |
| Application |
Useful when balancing cost or when specific degradation rates are required. |
| Innovation / R&D |
Optimization of polymer blend ratios and processing conditions to minimize phase separation. |
| Stabilizers (e.g. CaCl₂, UV stabilizers) |
Intended impact |
Improves water resistance, increases thermal stability, and extends shelf life. |
| Trade-offs |
Crosslinking may reduce biodegradability and film flexibility. |
| Application |
Needed for water-resistant applications such as food packaging. |
| Innovation / R&D |
Using degradable cross-linkers to achieve desired properties without impacting biodegradability. |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
Production methods are strongly linked to the formulation development process above and exert a strong influence on the physical and mechanical properties of the final material. The table compares the four main production methods.
| Production method |
Dimension |
Detail |
| Solution Casting |
Feedstock input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water with plasticizer and additives. No pelletization required. |
| Final product |
Thin films and coatings (20–200 µm). Flat sheets only — no 3D shapes. |
| Advantages |
Low temperature preserves bioactive compounds; avoids thermal degradation. Simple, accessible equipment. Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
| Disadvantages |
Inherently slow batch process; cannot produce continuous rolls. Risk of film shrinkage, curling, or uneven thickness during drying. |
| Current status |
Mature at lab scale. Active R&D: improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films. |
| Key applications |
Edible films, food coatings. |
| Extrusion (Blown/Cast Film) |
Feedstock input |
Compounded pellets or pre-mixed dry blend with plasticizer and often a thermoplastic carrier polymer. Alternatively, 'wet extrusion' uses high-moisture seaweed biomass directly. |
| Final product |
Continuous films, sheets, bags, wraps, tubes, and fibers. Can produce rolls of flexible packaging at high speed. |
| Advantages |
High-speed continuous production. Drop-in potential: same machines as conventional plastics at somewhat lower temperatures. |
| Disadvantages |
High heat/shear can degrade seaweed biopolymers. Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
| Current status |
Early commercial/pilot scale. Active R&D: formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
| Key applications |
Continuous sheet/film for thermoforming. |
| Injection Moulding |
Feedstock input |
Compounded and pelletised resin: seaweed polysaccharide compounded with plasticizer and often a thermoplastic matrix (PLA), pelletised via twin-screw extruder. Cannot use raw biomass directly. |
| Final product |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
| Advantages |
High dimensional accuracy and fine detail for complex shapes. Fast cycle times for mass production of identical parts. |
| Disadvantages |
Energy intensive: high pressure and heat required. Requires pelletised, compounded resin — adds cost. |
| Current status |
Early research stage. Active R&D: pelletised seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS. |
| Key applications |
Rigid items: cutlery, cups, containers. |
| Compression Moulding |
Feedstock input |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer as a powder/paste. Does not require pelletised feedstock. |
| Final product |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Less complex tooling and lower capital cost than injection moulding. Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Requires precise temperature/pressure control to prevent defects. Less suited for complex shapes or fine details. |
| Current status |
Moderate research activity. Active R&D: optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key applications |
Packaging trays, plates, panels, containers, consumer goods. |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
Attribute |
Detail |
| Dilute Acid Hydrolysis |
How it works |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
| Advantages |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
| Disadvantages |
Generates fermentation inhibitors (e.g. furfurals) toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
| Typical conditions |
0.05–5% acid by volume (e.g. HCl); 120–220°C; 15–60 min (Greetham et al., 2020) |
| Enzymatic Hydrolysis |
How it works |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) selectively break down polysaccharides under mild conditions. |
| Advantages |
Highly selective; mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
| Disadvantages |
Enzymes are expensive; reaction times significantly longer (often 24–48 hours). |
| Typical conditions |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid + Enzymatic |
How it works |
A sequential two-step process: mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
| Advantages |
Achieves significantly higher sugar yields than either method alone. Example: acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, increasing to ~20 g/L after enzymatic step. |
| Disadvantages |
More complex two-stage process; adds cost from both chemicals and enzymes. |
|
Typical conditions |
Acid step: 1% H₂SO₄, 120°C, 15–18 min. Enzyme step: cocktail at 37–50°C, 24–48 h. (Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced from seaweed-derived sugars (
Sasaki et al., 2022).
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their key attributes.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the
chapter on Cultivation,
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several geographies to maximize the yield of polysaccharides for the manufacture of hydrocolloids.
For more detailed information, please see the
chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the
chapter on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale. There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
Traditional polysaccharide extraction processes remain the cornerstone of the industry. However, newer methods are being explored to reduce reliance on chemicals that require careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and that can reduce the perceived and actual sustainability of the process.
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
Attribute |
Detail |
| Ultrasound-Assisted Extraction (UAE)
TRL 4–5 (seaweed); TRL 6–7 (food/pharma) |
How it works |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
| Advantages |
Faster extraction (minutes vs. hours); ~30% lower solvent use; preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
| Disadvantages |
Scale-up non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
| R&D Priority |
Develop continuous-flow UAE reactor designs for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE)
TRL 4–5 (seaweed); TRL 7–8 (herbal/nutraceutical) |
How it works |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
| Advantages |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; compatible with aqueous solvents to avoid organic chemicals. |
| Disadvantages |
Requires precise moisture control; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
| R&D Priority |
Compare MW extraction of alginates against standard method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE)
TRL 3–4 (seaweed bioplastics); TRL 5–6 (food/biofuel) |
How it works |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides under mild aqueous conditions. |
| Advantages |
Highly selective; mild conditions (37–50°C, pH 5–7); low energy; fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
| Disadvantages |
Enzyme costs prohibitive at industrial scale (est. $50–200/kg); long reaction times (24–72 h); cocktail must be tailored per species and seasonal composition. |
| R&D Priority |
Develop low-cost seaweed-specific enzyme formulations; assess enzyme recycling; map seasonal cell wall composition to calibrate cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations.
| Additive / Process |
Attribute |
Detail |
| Plasticizers (e.g. glycerol, sorbitol) |
Intended impact |
Increases flexibility; reduces brittleness and increases elongation. |
| Trade-offs |
Reduces tensile strength; increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation; glycerol increases life cycle emissions. |
| Application |
Needed for flexible films (sachets, wraps) to prevent cracking during handling. |
| Innovation / R&D |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance. |
| Reinforcing fillers (e.g. cellulose, CNF) |
Intended impact |
Improves tensile strength, thermal stability, and moisture resistance. |
| Trade-offs |
Can reduce optical clarity if dispersion is poor, causing agglomeration. |
| Application |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
| Innovation / R&D |
Nanocomposites (nanoclays, nanocellulose, silver particles) to improve physical properties. Solvent-assisted dispersion to achieve even particle distribution. |
| Polymer blends (e.g. starch, PLA) |
Intended impact |
Can tune degradation rates and mechanical strength; starch blends can lower costs. |
| Trade-offs |
Risk of components not mixing well and separating, leading to inconsistent properties. |
| Application |
Useful when balancing cost or when specific degradation rates are required. |
| Innovation / R&D |
Optimization of polymer blend ratios and processing conditions to minimize phase separation. |
| Stabilizers (e.g. CaCl₂, UV stabilizers) |
Intended impact |
Improves water resistance, increases thermal stability, and extends shelf life. |
| Trade-offs |
Crosslinking may reduce biodegradability and film flexibility. |
| Application |
Needed for water-resistant applications such as food packaging. |
| Innovation / R&D |
Using degradable cross-linkers to achieve desired properties without impacting biodegradability. |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
Production methods are strongly linked to the formulation development process above and exert a strong influence on the physical and mechanical properties of the final material. The table compares the four main production methods.
| Production method |
Dimension |
Detail |
| Solution Casting |
Feedstock input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water with plasticizer and additives. No pelletization required. |
| Final product |
Thin films and coatings (20–200 µm). Flat sheets only — no 3D shapes. |
| Advantages |
Low temperature preserves bioactive compounds; avoids thermal degradation. Simple, accessible equipment. Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
| Disadvantages |
Inherently slow batch process; cannot produce continuous rolls. Risk of film shrinkage, curling, or uneven thickness during drying. |
| Current status |
Mature at lab scale. Active R&D: improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films. |
| Key applications |
Edible films, food coatings. |
| Extrusion (Blown/Cast Film) |
Feedstock input |
Compounded pellets or pre-mixed dry blend with plasticizer and often a thermoplastic carrier polymer. Alternatively, 'wet extrusion' uses high-moisture seaweed biomass directly. |
| Final product |
Continuous films, sheets, bags, wraps, tubes, and fibers. Can produce rolls of flexible packaging at high speed. |
| Advantages |
High-speed continuous production. Drop-in potential: same machines as conventional plastics at somewhat lower temperatures. |
| Disadvantages |
High heat/shear can degrade seaweed biopolymers. Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
| Current status |
Early commercial/pilot scale. Active R&D: formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
| Key applications |
Continuous sheet/film for thermoforming. |
| Injection Moulding |
Feedstock input |
Compounded and pelletised resin: seaweed polysaccharide compounded with plasticizer and often a thermoplastic matrix (PLA), pelletised via twin-screw extruder. Cannot use raw biomass directly. |
| Final product |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
| Advantages |
High dimensional accuracy and fine detail for complex shapes. Fast cycle times for mass production of identical parts. |
| Disadvantages |
Energy intensive: high pressure and heat required. Requires pelletised, compounded resin — adds cost. |
| Current status |
Early research stage. Active R&D: pelletised seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS. |
| Key applications |
Rigid items: cutlery, cups, containers. |
| Compression Moulding |
Feedstock input |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer as a powder/paste. Does not require pelletised feedstock. |
| Final product |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Less complex tooling and lower capital cost than injection moulding. Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Requires precise temperature/pressure control to prevent defects. Less suited for complex shapes or fine details. |
| Current status |
Moderate research activity. Active R&D: optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key applications |
Packaging trays, plates, panels, containers, consumer goods. |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
Attribute |
Detail |
| Dilute Acid Hydrolysis |
How it works |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
| Advantages |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
| Disadvantages |
Generates fermentation inhibitors (e.g. furfurals) toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
| Typical conditions |
0.05–5% acid by volume (e.g. HCl); 120–220°C; 15–60 min (Greetham et al., 2020) |
| Enzymatic Hydrolysis |
How it works |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) selectively break down polysaccharides under mild conditions. |
| Advantages |
Highly selective; mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
| Disadvantages |
Enzymes are expensive; reaction times significantly longer (often 24–48 hours). |
| Typical conditions |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid + Enzymatic |
How it works |
A sequential two-step process: mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
| Advantages |
Achieves significantly higher sugar yields than either method alone. Example: acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, increasing to ~20 g/L after enzymatic step. |
| Disadvantages |
More complex two-stage process; adds cost from both chemicals and enzymes. |
| |
Typical conditions |
Acid step: 1% H₂SO₄, 120°C, 15–18 min. Enzyme step: cocktail at 37–50°C, 24–48 h. (Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced from seaweed-derived sugars (
Sasaki et al., 2022).
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their key attributes.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the
chapter on Cultivation,
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several geographies to maximize the yield of polysaccharides for the manufacture of hydrocolloids.
For more detailed information, please see the
chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the
chapter on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale. There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
Traditional polysaccharide extraction processes remain the cornerstone of the industry. However, newer methods are being explored to reduce reliance on chemicals that require careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and that can reduce the perceived and actual sustainability of the process.
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
Attribute |
Detail |
| Ultrasound-Assisted Extraction (UAE)
TRL 4–5 (seaweed); TRL 6–7 (food/pharma) |
How it works |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
| Advantages |
Faster extraction (minutes vs. hours); ~30% lower solvent use; preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
| Disadvantages |
Scale-up non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
| R&D Priority |
Develop continuous-flow UAE reactor designs for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE)
TRL 4–5 (seaweed); TRL 7–8 (herbal/nutraceutical) |
How it works |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
| Advantages |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; compatible with aqueous solvents to avoid organic chemicals. |
| Disadvantages |
Requires precise moisture control; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
| R&D Priority |
Compare MW extraction of alginates against standard method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE)
TRL 3–4 (seaweed bioplastics); TRL 5–6 (food/biofuel) |
How it works |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides under mild aqueous conditions. |
| Advantages |
Highly selective; mild conditions (37–50°C, pH 5–7); low energy; fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
| Disadvantages |
Enzyme costs prohibitive at industrial scale (est. $50–200/kg); long reaction times (24–72 h); cocktail must be tailored per species and seasonal composition. |
| R&D Priority |
Develop low-cost seaweed-specific enzyme formulations; assess enzyme recycling; map seasonal cell wall composition to calibrate cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations.
| Additive / Process |
Attribute |
Detail |
| Plasticizers (e.g. glycerol, sorbitol) |
Intended impact |
Increases flexibility; reduces brittleness and increases elongation. |
| Trade-offs |
Reduces tensile strength; increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation; glycerol increases life cycle emissions. |
| Application |
Needed for flexible films (sachets, wraps) to prevent cracking during handling. |
| Innovation / R&D |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance. |
| Reinforcing fillers (e.g. cellulose, CNF) |
Intended impact |
Improves tensile strength, thermal stability, and moisture resistance. |
| Trade-offs |
Can reduce optical clarity if dispersion is poor, causing agglomeration. |
| Application |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
| Innovation / R&D |
Nanocomposites (nanoclays, nanocellulose, silver particles) to improve physical properties. Solvent-assisted dispersion to achieve even particle distribution. |
| Polymer blends (e.g. starch, PLA) |
Intended impact |
Can tune degradation rates and mechanical strength; starch blends can lower costs. |
| Trade-offs |
Risk of components not mixing well and separating, leading to inconsistent properties. |
| Application |
Useful when balancing cost or when specific degradation rates are required. |
| Innovation / R&D |
Optimization of polymer blend ratios and processing conditions to minimize phase separation. |
| Stabilizers (e.g. CaCl₂, UV stabilizers) |
Intended impact |
Improves water resistance, increases thermal stability, and extends shelf life. |
| Trade-offs |
Crosslinking may reduce biodegradability and film flexibility. |
| Application |
Needed for water-resistant applications such as food packaging. |
| Innovation / R&D |
Using degradable cross-linkers to achieve desired properties without impacting biodegradability. |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
Production methods are strongly linked to the formulation development process above and exert a strong influence on the physical and mechanical properties of the final material. The table compares the four main production methods.
| Production method |
Dimension |
Detail |
| Solution Casting |
Feedstock input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water with plasticizer and additives. No pelletization required. |
| Final product |
Thin films and coatings (20–200 µm). Flat sheets only — no 3D shapes. |
| Advantages |
Low temperature preserves bioactive compounds; avoids thermal degradation. Simple, accessible equipment. Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
| Disadvantages |
Inherently slow batch process; cannot produce continuous rolls. Risk of film shrinkage, curling, or uneven thickness during drying. |
| Current status |
Mature at lab scale. Active R&D: improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films. |
| Key applications |
Edible films, food coatings. |
| Extrusion (Blown/Cast Film) |
Feedstock input |
Compounded pellets or pre-mixed dry blend with plasticizer and often a thermoplastic carrier polymer. Alternatively, 'wet extrusion' uses high-moisture seaweed biomass directly. |
| Final product |
Continuous films, sheets, bags, wraps, tubes, and fibers. Can produce rolls of flexible packaging at high speed. |
| Advantages |
High-speed continuous production. Drop-in potential: same machines as conventional plastics at somewhat lower temperatures. |
| Disadvantages |
High heat/shear can degrade seaweed biopolymers. Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
| Current status |
Early commercial/pilot scale. Active R&D: formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
| Key applications |
Continuous sheet/film for thermoforming. |
| Injection Moulding |
Feedstock input |
Compounded and pelletised resin: seaweed polysaccharide compounded with plasticizer and often a thermoplastic matrix (PLA), pelletised via twin-screw extruder. Cannot use raw biomass directly. |
| Final product |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
| Advantages |
High dimensional accuracy and fine detail for complex shapes. Fast cycle times for mass production of identical parts. |
| Disadvantages |
Energy intensive: high pressure and heat required. Requires pelletised, compounded resin — adds cost. |
| Current status |
Early research stage. Active R&D: pelletised seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS. |
| Key applications |
Rigid items: cutlery, cups, containers. |
| Compression Moulding |
Feedstock input |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer as a powder/paste. Does not require pelletised feedstock. |
| Final product |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Less complex tooling and lower capital cost than injection moulding. Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Requires precise temperature/pressure control to prevent defects. Less suited for complex shapes or fine details. |
| Current status |
Moderate research activity. Active R&D: optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key applications |
Packaging trays, plates, panels, containers, consumer goods. |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process. Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations.
 Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection molding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process. Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
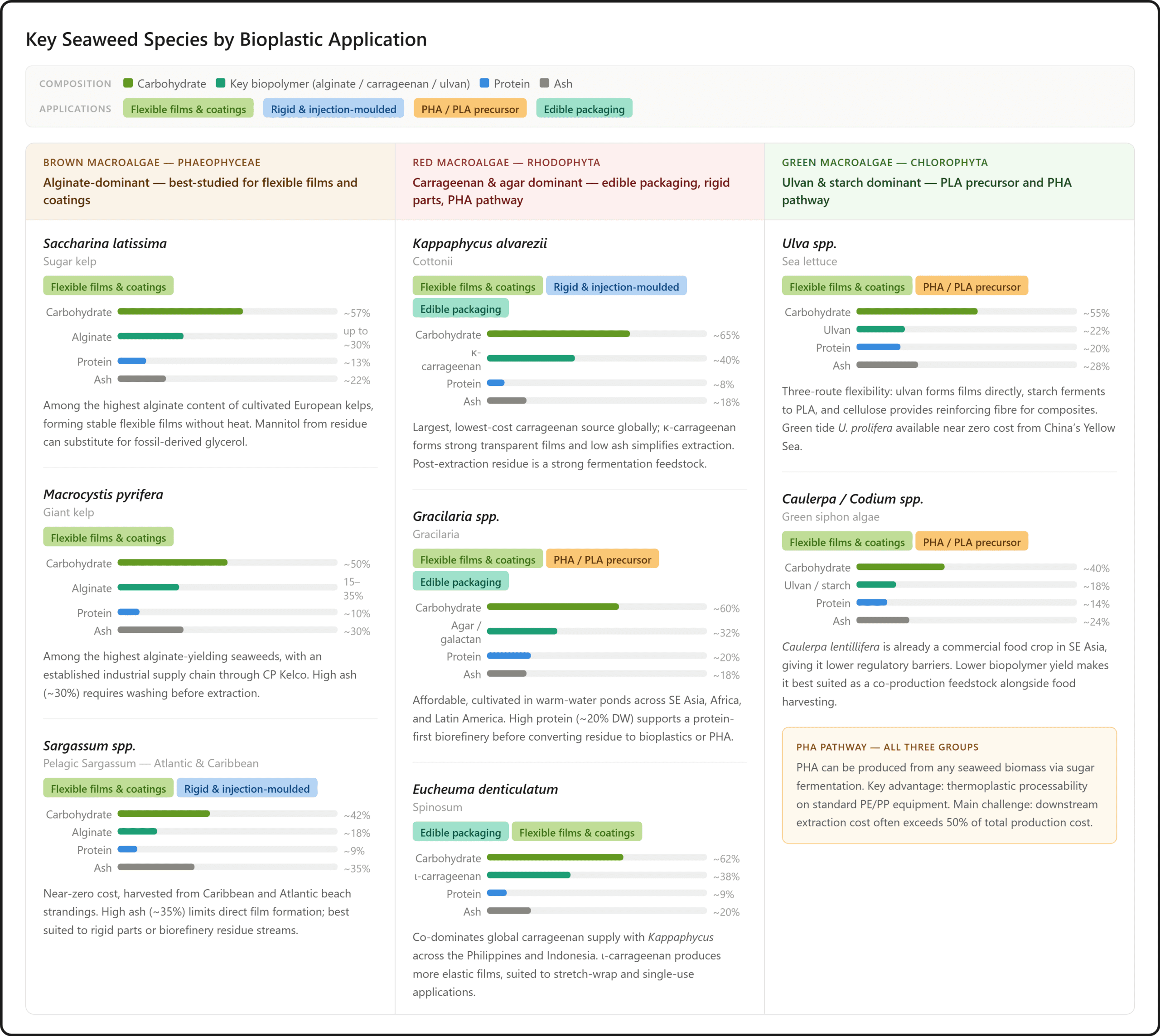 Figure 2: Plastics made from different seaweed species.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process. Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Figure 2: Plastics made from different seaweed species.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process. Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025). The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Figure 2: Plastics made from different seaweed species
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.

Figure 2: Plastics made from different seaweed species
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.

Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 3. Stylized process of manufacturing bioplastics from seaweed using Pathway 1
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 2. Stylized process of manufacturing bioplastics from seaweed
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 2. Stylized process of manufacturing bioplastics from seaweed
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 2. Stylized process of manufacturing bioplastics from seaweed
Species selection
Several seaweed species have been used commercially to develop bioplastics. Below are some popular species that are being explored and used commercially and their attributes.
Cultivation
For more detailed information, please see the chapter on Cultivation
Harvesting
The timing of harvest depends on several factors. While currently, optimizing harvest for the generation of plastics is not a major consideration, commercial cultivation is already optimized in several places to maximize the yield of polysaccharides. For example,
a harvest conducted at 60 days of Gracilaria will maximize yield and gel strength.
For more detailed information, please see the chapter on Cultivation.
Processing Methods
The transformation of seaweed into bioplastics involves several key stages:
Sorting and Cleaning
Removes impurities, unhealthy tissues, and contaminants to ensure biomass purity and consistency of bioplastic properties. Seawater is commonly used immediately after harvesting to perform a preliminary rinse, which helps remove surface debris and organic matter.
Drying
This must be done quickly after harvest to preserve biochemical properties, while balancing energy consumption. For more detailed information, please see the section on Cultivation.
Manufacturing
Most processing of seaweeds into bioplastics is still at pilot or early commercial scale.
There are two distinct manufacturing pathways currently in use.
Pathway 1: Polysaccharide Extraction and Conversion
While the traditional processes to extract the polysaccharides described in the overview are the cornerstone of the industry, newer methods are being explored to try and avoid the chemicals used in these approaches that need careful handling (
for example, sodium carbonate and hydrochloric acid are often used in the alginate isolation process) and can reduce the perceived and actual sustainability of the manufacturing process.
Green Extraction Methods:
Techniques like ultrasound-assisted, microwave-assisted, supercritical fluid extraction, and enzyme-assisted extraction are being explored to minimize environmental impact by reducing energy, solvent use, and processing time. These approaches are currently under research and development. (
Torrejon et al., 2025)
The table below compares their characteristics, key tradeoffs and R&D priorities.
| Method |
How It Works |
Advantages |
Disadvantages / Challenges |
TRL |
R&D Priority |
| Ultrasound-Assisted Extraction (UAE) |
High-frequency sound waves create cavitation bubbles that disrupt cell walls and accelerate polysaccharide release into solvent. |
Faster extraction (minutes vs. hours); lower solvent use (~30% reduction); preserves biopolymer integrity at low temperatures; batch and flow-through modes available. |
Scale-up is non-trivial — ultrasound intensity drops with probe distance; probe fouling at high biomass loads; high capital cost for industrial-scale sonicators. |
TRL 4-5 for seaweed polysaccharides; TRL 6-7 in food/pharma industries. |
Develop continuous-flow UAE reactor designs suitable for wet seaweed slurry; benchmark alginate and carrageenan yield and MW distribution vs. conventional alkali extraction. |
| Microwave-Assisted Extraction (MAE) |
Microwave energy heats polar solvents and cell water rapidly, generating internal pressure that ruptures cell walls and releases polysaccharides. |
Very fast (seconds to minutes); high reproducibility; lower energy use vs. thermal drying; can be coupled with aqueous solvents to avoid organic chemicals. |
Requires precise moisture control — dry biomass performs poorly; thermal degradation risk at high power; batch process with pressure vessel requirements; less suitable for heat-sensitive compounds. |
TRL 4-5 for seaweed applications; TRL 7-8 in herbal/nutraceutical extraction. |
Optimize power-to-biomass ratios for key species (S. latissima, Kappaphycus); compare MW extraction of alginates against standard Haug method; assess continuous MAE feasibility. |
| Enzyme-Assisted Extraction (EAE) |
Specific enzyme cocktails (alginate lyases, cellulases, carrageenases, pectinases) selectively digest cell wall polysaccharides, releasing target compounds under mild aqueous conditions. |
Highly selective — can target specific polysaccharides; mild conditions (37-50°C, pH 5-7) preserve bioactivity; low energy; generates fewer inhibitory by-products vs. acid/alkali methods; compatible with cascading biorefinery logic. |
Current enzyme costs are prohibitive at industrial scale (est. $50-200/kg enzyme); reaction times long (24-72 h); enzyme cocktail must be tailored per species and seasonal composition; downstream enzyme removal adds cost. |
TRL 3-4 for seaweed bioplastic applications; TRL 5-6 in food and biofuel sectors. |
Develop low-cost seaweed-specific enzyme formulations (Priority Action 1 candidate); assess enzyme immobilization and recycling to reduce per-batch cost; map seasonal variation in cell wall composition to calibrate enzyme cocktails by species and harvest window. |
Table 1: Comparison of green extraction methods for seaweed bioplastic polysaccharide extraction (UAE, MAE, EAE), including TRL and R&D priorities.
Conversion to Final Product
Bioplastic Formulation:
Formulation involved combining the seaweed-based biopolymer with additives or other polymers and/or reinforcing fibers to achieve specific properties. See the table below for more information on these additives and their impact and key innovations
| Additive/Process |
Intended Impact |
Trade-offs |
Application |
Innovation/R&D |
| Plasticizers (e.g., Glycerol, Sorbitol) |
Increases flexibility: reduces brittleness and increases elongation |
Reduces strength: lowers tensile strength and increases water permeability. Ecotoxicity concerns if plasticizers leach during degradation;
Glycerol increases life cycle emissions |
Needed for flexible films (e.g., sachets, wraps) to prevent cracking during handling. |
Research on additives (e.g. mannitol) with lower emissions impacts and equivalent performance |
| Reinforcing fillers (e.g., Cellulose/CNF) |
Increases strength: improves tensile strength, thermal stability, and moisture resistance. |
Optical clarity: can reduce transparency if dispersion is poor, causing agglomeration. |
Use for structural bioplastics or when the base seaweed polymer is too weak for the application. |
Nanocomposites, (e.g. nanoclays, nanocellulose or silver particles,) to improve physical properties.
Techniques such as solvent-assisted dispersion to achieve even particle dispersion |
| Blending with other polymers (e.g., starch/PLA) |
Versatility: can tune degradation rates and mechanical strength; starch blends can lower costs. |
Compatibility: risk of components not mixing well and separating, leading to inconsistent properties. |
Useful when balancing cost or when specific degradation rates are required. |
Optimization of polymer blend ratios, processing conditions to minimize phase separation |
| Stabilizers (crosslinking agents such as calcium chloride; UV stabilizers such as essential oils) |
Improves water resistance, increases thermal stability, and extends shelf life. |
Crosslinking may reduce biodegradability and reduce film flexibility. |
Needed for water resistant applications such as food packaging. |
Using degradable cross-linkers to ensure desired properties are achieved while not impacting biodegradability |
Table 2: Additives, formulation processes, and R&D directions for tuning seaweed-based bioplastic properties (e.g., plasticizers, fillers, polymer blends, stabilizers).
Bioplastic Production Methods:
These methods are strongly linked to the formulation development process described above and have a strong influence on the physical and mechanical properties of the material.
| Dimension |
Solution Casting |
Extrusion (Blown/Cast Film) |
Injection Molding |
Compression Molding |
| Feedstock Input |
Aqueous solution: extracted polysaccharide (alginate, carrageenan, or agar) dissolved in water, with plasticizer (glycerol/sorbitol) and additives mixed in as a liquid formulation.
No pelletization step required. |
Compounded pellets or pre-mixed dry blend: seaweed polysaccharide or ground whole seaweed blended with plasticizer and often a thermoplastic carrier polymer via twin-screw compounding, then pelletized.
Alternatively, “wet extrusion” uses high-moisture seaweed biomass directly. |
Compounded and pelletized resin: seaweed biomass or extracted polysaccharide compounded with plasticizer (glycerol) and often a thermoplastic matrix (PLA), pelletized via twin-screw extruder.
Cannot use raw biomass directly. |
Pre-mixed dough blend: ground seaweed or extracted polysaccharide mixed with plasticizer (glycerol) as a powder/paste.
Does not require pelletized feedstock. |
| Final Product |
Thin films and coatings (typically 20–200 µm thick). Flat sheets only — no 3D shapes. |
Continuous films, sheets, bags, wraps, tubes, and fibres. Can produce rolls of flexible packaging material at high speed. |
Complex rigid or semi-rigid 3D parts: cutlery, containers, cups, caps, trays, device housings. High dimensional precision. |
Rigid or semi-rigid flat/shallow 3D parts: trays, plates, panels, containers. Simpler geometries than injection moulding. |
| Advantages |
Low temperature: Preserves bioactive compounds; avoids thermal degradation
Simplicity: Accessible equipment;
Versatility: Easy to incorporate antimicrobial agents, essential oils, nanofillers, crosslinkers. |
Throughput: High-speed, continuous production.
Drop-in potential: Same machines as for conventional plastics at somewhat lower temperatures (per Loliware/Sway). |
Precision: High dimensional accuracy and fine detail for complex shapes.
Speed: Fast cycle times for mass production of identical parts. |
Simplicity: Less complex tooling and lower capital cost than injection molding.
Versatility: Can directly use seaweed biomass mixed with plasticizers — no pellets needed. |
| Disadvantages |
Scalability: Inherently a slow batch process; cannot produce continuous rolls.
Defects: Risk of film shrinkage, curling, or uneven thickness during drying. |
Thermal risk: High heat/shear can degrade seaweed biopolymers, reducing mechanical properties.
Blending often required: Pure seaweed is difficult to extrude alone; blending with PLA or starch may compromise full biodegradability. |
Energy intensive: High pressure and heat required.
Feedstock: Requires pelletized, compounded resin — adds cost. |
Process control: Requires precise temperature/pressure control to prevent defects (bubbling, incomplete filling).
Limited geometry: Less suited for complex shapes or fine details vs. injection moulding. |
| Current Status and active/needed R&D |
Mature at lab scale.
Improving water resistance (crosslinking with CaCl₂, citric acid); antimicrobial/antioxidant agents for active packaging; multilayer films; thickness uniformity. |
Early commercial/pilot scale.
Active R&D: Formulations without fossil-derived polymers; improving melt characteristics of pure seaweed; scaling to industrial production. |
Early research stage.
Active R&D: Pelletized seaweed resins with adequate melt flow; optimal seaweed/plasticizer ratios; water resistance; mechanical properties competitive with PP/PS; compounding/pelletization processes. |
Moderate research activity.
Active R&D: Optimising pressure/temperature profiles per species; reducing water uptake; maintaining structural integrity under humid conditions. |
| Key Applications |
Edible films, food coatings, |
Continuous sheet/film for thermoforming. |
Rigid items: cutlery, cups, containers. |
Packaging trays, plates, panels, containers, consumer goods |
Table 3: Comparison of bioplastic production methods (solution casting, extrusion, injection molding, compression molding) by feedstock input, product form, advantages, disadvantages, and R&D needs.
Pathway 2: Fragmentation of seaweeds into sugars for fermentation to Polyhdroxyalkanoates (PHA)
Biomass Pretreatment to break down the complex carbohydrates
:
| Method |
How it works |
Advantages |
Disadvantages |
Typical Conditions |
| Dilute Acid Hydrolysis |
Seaweed biomass is treated with dilute mineral acids at elevated temperatures to break polysaccharide chains into simple sugars. |
Well-established, relatively fast, and cost-effective. Achieves high sugar yields (up to ~70% of available sugars from some species). |
Generates fermentation inhibitors (e.g., furfurals) that can be toxic to PHA-producing bacteria. Requires corrosion-resistant equipment. |
0.05–5% acid by volume (example Hydrochloric Acid); 120–220°C; 15–60 min.
(Greetham et al., 2020) |
| Enzymatic Hydrolysis |
Specific enzyme cocktails (cellulases, alginate lyases, pectinases) are used |
Highly selective; operates under mild conditions (lower temperatures); produces fewer inhibitory by-products; lower energy requirements. |
Enzymes are expensive; reaction times are significantly longer (often24–48 hours); |
37–50 °C; pH4.5–6.0; 24–72h. (Romero-Vargas, 2024) |
| Combined Acid +Enzymatic |
A sequential two-step process: a mild acid pretreatment first opens up the biomass structure, followed by enzymatic hydrolysis to maximize sugar release. |
Achieve significantly higher sugar yields than either method alone. For example, acid pretreatment of brown seaweed yielded 12 g/L reducing sugars, which increased to~20 g/L when followed by enzymatic hydrolysis. |
More complex process with two stages; adds cost from both chemicals and enzymes. |
Acid step: 1% sulfuric acid, 120 °C,15–18 min; Enzyme step: cocktail at 37–50°C, 24–48 h.(Azizi et al.,2017) |
Table 4: Comparison of biomass pretreatment and hydrolysis methods for converting seaweed carbohydrates into fermentable sugars for PHA production.
Uluu, which is a startup making PHAs from
Ulva spp., employs
enzymatic hydrolysis.
Microbial Fermentation and Recovery
The type of PHA produced depends on both the bacterial species used and the carbon source (sugar composition) fed to it. Macroalgae carbohydrates have been utilized by bacteria to produce PHAs and poly(3-hydroxybutyrate) or PHB, a homopolymer. Another industrially useful polymer such as PHBV (poly(3-hydroxybutyrate-co-3-hydroxyvalerate)), which have improved toughness and reduced brittleness compared to PHB, has also been produced (
Sasaki et al., 2022)
Downstream Processing — Extracting PHA from Bacterial Cells
PHAs accumulate as intracellular granules within bacterial cells. Extracting them has been estimated to account for up to 50% or more of total production costs. (
Pagliano et al., 2021). Uluu
claims to use an extraction technique that doesn’t use expensive or toxic solvents and begins with submerging the microbes in freshwater, thereby disrupting the cells.
Conversion to Final Product (Thermoplastic Processing)
PHAs are thermoplastic and can be processed on standard equipment used for polyethylene and polypropylene, though processing temperatures are somewhat narrower due to thermal degradation occurring close to its melting point (particularly for PHB). PHBV and other copolymers have wider processing windows.
The same additive and modification strategies described in Pathway 1 (plasticizers, fillers, blending with other polymers, crosslinking agents) can also be applied to PHA resins to tune their properties for specific applications. In addition, PHA-specific blends with PLA (polylactic acid) are well-studied and commercially relevant,
Figure 2. Stylized process of manufacturing bioplastics from seaweed
Projects from Ocean CDR Community

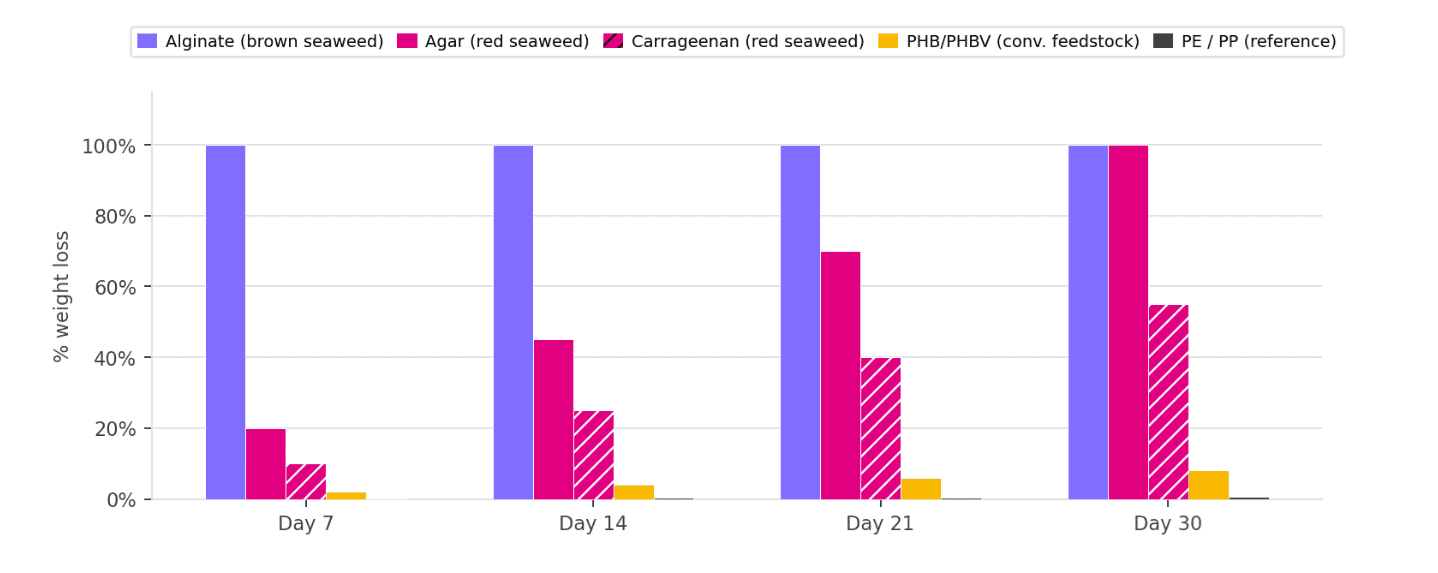
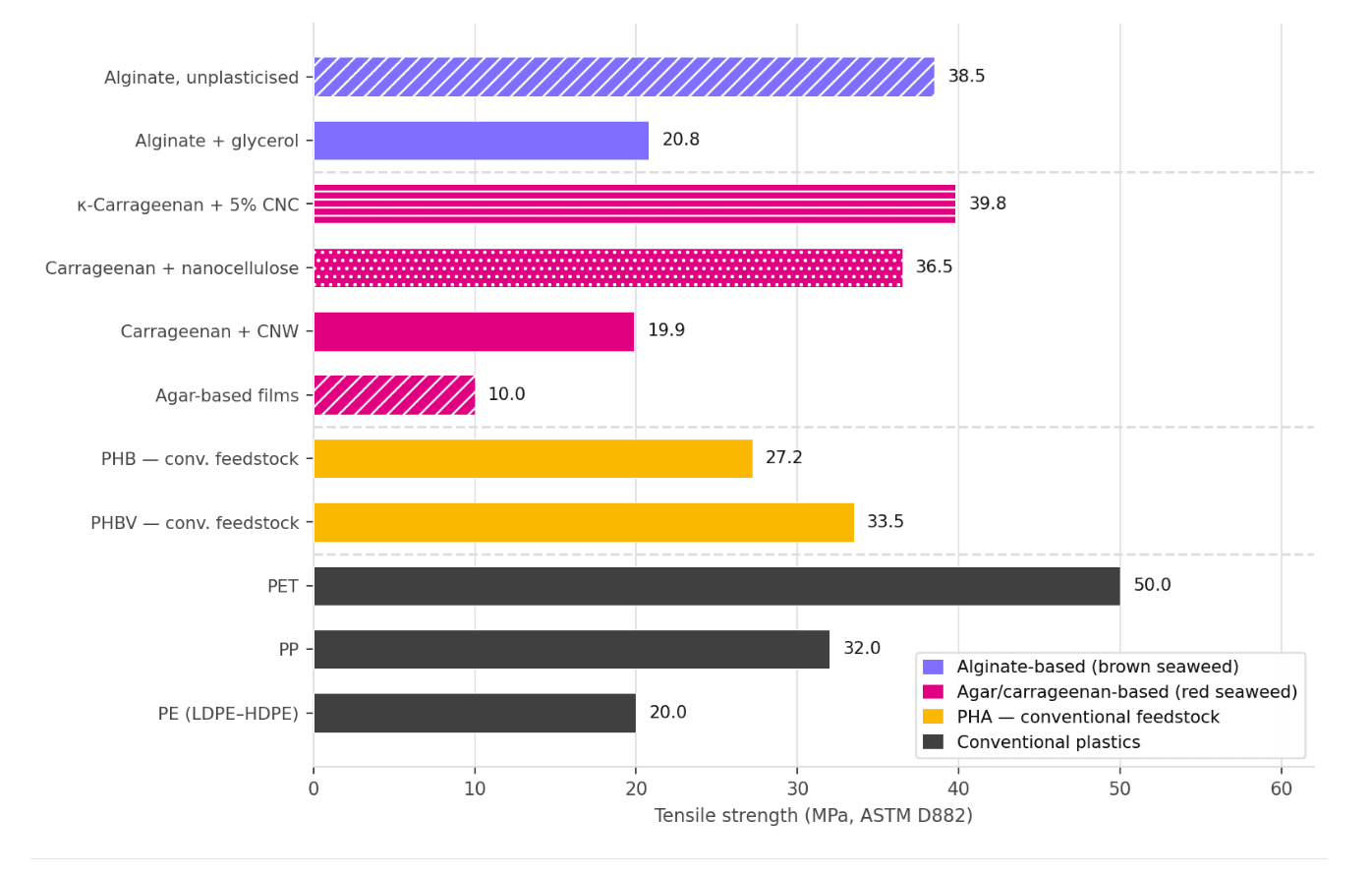
 Figure 5: Tensile strength of seaweed-based polymer formulations compared to that for polyethylene/polypropylene counterparts
Metric: Maximum stress at break (MPa, ASTM D882 for films). Bars show single reported values or midpoint of published ranges.
Sources: Alginate — Gao et al. cited in Santana et al. 2024. Carrageenan + cellulose nanowhisker (CNW) — Adam et al. 2022 . Carrageenan + nanocellulose fibers- Wan Yahaya et al., 2023 Agar — Tennakoon et al., 2023. PHB/PHBV — Jaffur et al., 2024 PE/PP/PET — standard references; PET tensile cited in Santana et al. 2024.
Figure 5: Tensile strength of seaweed-based polymer formulations compared to that for polyethylene/polypropylene counterparts
Metric: Maximum stress at break (MPa, ASTM D882 for films). Bars show single reported values or midpoint of published ranges.
Sources: Alginate — Gao et al. cited in Santana et al. 2024. Carrageenan + cellulose nanowhisker (CNW) — Adam et al. 2022 . Carrageenan + nanocellulose fibers- Wan Yahaya et al., 2023 Agar — Tennakoon et al., 2023. PHB/PHBV — Jaffur et al., 2024 PE/PP/PET — standard references; PET tensile cited in Santana et al. 2024.
 Figure 4: Comparison of biodegradability of seaweed and seaweed-based bioplastics to polyethylene/polypropylene
Metric: % mass loss by weighing dried samples at each time point, soil burial method (EN 13432 framework). Higher = faster degradation.
Sources: Alginate — Kanagesan et al. 2022 (cited in Lomartire & Gonçalves 2024); Agar -Lomartire & Gonçalves 2024. Carrageenan — Tennakoon et al., 2023 . PHB/PHBV — Volova et al. 2017; (full degradation 6–12 months in soil; 30-day values estimated from published degradation curves). PE/PP — standard reference; negligible degradation over decades.
Figure 4: Comparison of biodegradability of seaweed and seaweed-based bioplastics to polyethylene/polypropylene
Metric: % mass loss by weighing dried samples at each time point, soil burial method (EN 13432 framework). Higher = faster degradation.
Sources: Alginate — Kanagesan et al. 2022 (cited in Lomartire & Gonçalves 2024); Agar -Lomartire & Gonçalves 2024. Carrageenan — Tennakoon et al., 2023 . PHB/PHBV — Volova et al. 2017; (full degradation 6–12 months in soil; 30-day values estimated from published degradation curves). PE/PP — standard reference; negligible degradation over decades.
 Figure 5: Tensile strength of seaweed-based polymer formulations compared to that for polyethylene/polypropylene counterparts
Metric: Maximum stress at break (MPa, ASTM D882 for films). Bars show single reported values or midpoint of published ranges.
Sources: Alginate — Gao et al. cited in Santana et al. 2024. Carrageenan + cellulose nanowhisker (CNW) — Adam et al. 2022 . Carrageenan + nanocellulose fibers- Wan Yahaya et al., 2023 Agar — Tennakoon et al., 2023. PHB/PHBV — PMC review doi:10.3390/ijms22126538; Abate et al. 2024. PE/PP/PET — standard references; PET tensile cited in Santana et al. 2024.
Figure 5: Tensile strength of seaweed-based polymer formulations compared to that for polyethylene/polypropylene counterparts
Metric: Maximum stress at break (MPa, ASTM D882 for films). Bars show single reported values or midpoint of published ranges.
Sources: Alginate — Gao et al. cited in Santana et al. 2024. Carrageenan + cellulose nanowhisker (CNW) — Adam et al. 2022 . Carrageenan + nanocellulose fibers- Wan Yahaya et al., 2023 Agar — Tennakoon et al., 2023. PHB/PHBV — PMC review doi:10.3390/ijms22126538; Abate et al. 2024. PE/PP/PET — standard references; PET tensile cited in Santana et al. 2024.
 Figure 5: Tensile strength of seaweed-based polymer formulations compared to that for polyethylene/polypropylene counterparts Sources: Mohammed et al., 2024, Santana et al., 2024, Wan Yahaya et al., 2023, Tennakoon et al., 2023. · Kassab et al., 2019.
Figure 5: Tensile strength of seaweed-based polymer formulations compared to that for polyethylene/polypropylene counterparts Sources: Mohammed et al., 2024, Santana et al., 2024, Wan Yahaya et al., 2023, Tennakoon et al., 2023. · Kassab et al., 2019.
 Figure 6: Overall performance of seaweed-based alginate films and seaweed-based PHA vs polyethylene from fossil fuel sources
Figure 6: Overall performance of seaweed-based alginate films and seaweed-based PHA vs polyethylene from fossil fuel sources  Figure 4: Comparison of biodegradability of seaweed and seaweed-based bioplastics to polyethylene/polypropylene Sources: Tennakoon et al., 2023, Khan et al., 2024, Khan et al., 2024, Abdul Khalil et al., 2019, British Plastics Federation, EN 13432
Figure 4: Comparison of biodegradability of seaweed and seaweed-based bioplastics to polyethylene/polypropylene Sources: Tennakoon et al., 2023, Khan et al., 2024, Khan et al., 2024, Abdul Khalil et al., 2019, British Plastics Federation, EN 13432


How to submit comments:
Thanks for helping to advance these roadmaps. Here is how it works!
Or, send general feedback to info@oceanvisions.org
All submitted comments will be reviewed by the Ocean Visions team to ensure that they are true, verifiable, and additive before being added to the road maps. You can increase the likelihood that your comments will be incorporated into the road maps by providing references (where appropriate).